
Процесс формования препрегов
Время выпуска:
2024-08-02
Процесс формования препрегов: включает в себя процесс вакуумного мешка, процесс горячего прессования, процесс формования, процесс катушки, процесс штамповки, процесс штамповки, процесс намотки, процесс намотки и т. Д. Эти процессы имеют свои особенности, такие как процесс вакуумного мешка, который сжимает и нагревает продукт путем вакуумирования для получения продукта с превосходными характеристиками, процесс горячего прессования в резервуаре обеспечивает условия отверждения, которые являются стабильными и надежными, процесс формовки имеет высокую эффективность производства и высокую точность размеров продукта; Процесс катушки в основном используется для обработки трубчатых структурных деталей.
Процесс формования препрегов: включает в себя процесс вакуумного мешка, процесс горячего прессования, процесс формования, процесс катушки, процесс штамповки, процесс штамповки, процесс намотки, процесс намотки и т. Д. Эти процессы имеют свои особенности, такие как процесс вакуумного мешка, который сжимает и нагревает продукт путем вакуумирования для получения продукта с превосходными характеристиками, процесс горячего прессования в резервуаре обеспечивает условия отверждения, которые являются стабильными и надежными, процесс формовки имеет высокую эффективность производства и высокую точность размеров продукта; Процесс катушки в основном используется для обработки трубчатых структурных деталей.
Композитный материал из углеродного волокна представляет собой неорганическое высокопроизводительное волокно с содержанием углерода более 90% из органического волокна после серии термических обработок. Это новое поколение армирующих волокон. Однако с момента своего рождения он не был применен в больших количествах из-за производственных затрат и производственных ударов. То, что определяет себестоимость и ритм производства углеродного волокна,-это процесс формования. RTM, VARI, банки горячего прессования, отвержденные препреги (OOA) и другие процессы формования имеют два узких места: длительный цикл формования, высокая цена (по сравнению с металлом и пластиком). Однако процесс формования препрегов, как своего рода процесс формования, может обеспечить массовое производство, снизить производственные затраты и все более широко использоваться.
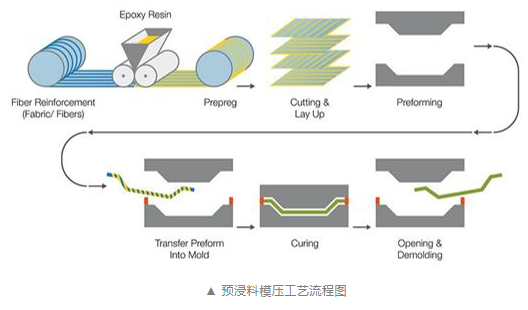
Процесс формования препрегов относится к формованию предварительно отформованных тел, которые помещаются в форму в течение определенного периода времени с помощью температуры и давления. Этот процесс имеет быструю скорость формования, высокую эффективность, простые требования к оборудованию и простоту в эксплуатации. По сравнению с процессами горячего прессования, VARI и OOA, продукт имеет превосходное качество, хорошую стабильность размеров и легко контролировать процесс.
Четыре элемента процесса формования
1. Температура и однородность: отражают степень реакции между смолой и отвердителем и равномерность положения реакции, в основном контролируя качество формованной поверхности и степень отверждения;
2. Величина давления и однородность: отражает эффект выпуска и потока воздуха в смоле, а также контролирует качество формованной поверхности и механические свойства.
3. Продолжительность времени отверждения: отражает степень отверждения и обеспечивает эффективность производства.
4. Толщина полостей пресс-формы: отражает толщину продукта. В соответствии с характеристиками самого материала из углеродного волокна, дизайн имеет разумную толщину полости.
Применимость процесса
Процесс формования препрегов теоретически может производить продукты любой структуры, но если структура продукта слишком сложна, например, слишком много переворачивающих и переворачивающих областей, это приведет к значительному увеличению стоимости пресс-формы и сложности производства, поэтому для деталей с особенно сложной структурой применимости не является сильным (больше подходит для относительно простой структуры формования), конечно, мы можем изготовить сложные детали с помощью конструктивной оптимизации или блочной конструкции схемы склеивания.
Связанные технологии
Технология многослойной резки: одноразовая резка многослойных препрегов, одноразовая резка препрегов под разными углами для повышения эффективности резки.
Технология горячего впускного и теплового выхода: непосредственно нагрейте форму до температуры отверждения, поместите предварительно отформованное тело в форму для прессования, сократите время формования и уменьшите потребление энергии.
Технология формования чистого размера: предварительно отрежьте предварительно отформованное тело до чистого размера, а затем поместите его в форму чистого размера для отверждения, чтобы уменьшить процесс резки.
В-четвертых, сложность процесса
Сложная конструкция формы для продукта сложна: если в продукте много обратных пряжек и отрицательных углов, это затрудняет изготовление пресс-формы. В то же время после длительного использования пресс-формы точность расположения блока будет снижена. Поэтому при разработке продукта старайтесь избегать обратных пряжек или отрицательных углов.
Примечание: наружное покрытие предъявляет высокие требования к качеству поверхности продукта. Общие проблемы с материалами из углеродного волокна: белые пятна на текстурированных изделиях продукта, проблемы с грязными морщинами продукта, поверхностные отверстия, проблемы с отсутствием клея и т. Д. Таким образом, отвердитель в препреге смешивается неравномерно или реакция не является полной, температура пресс-формы неравномерна, температура и давление не на месте, конструкция и обработка пресс-формы не на месте, процесс формования не контролируется, агент для снятия формы реагирует и т. Д.,
[Huacheng Mold] Процесс формования препрегов
Использование препрегов быстрого отверждения значительно сокращает время отверждения;
Принять концепцию продвинутой разделенной карты для упрощения работы по укладке;
Использование парового нагрева, высокая скорость нагрева, короткий цикл формования, зеленая защита окружающей среды, отсутствие загрязнения и т. Д.
Благодаря этим мерам достигается массовое производство и снижаются производственные затраты.
Пресс-форма Huacheng также корректирует сырье, разделительный агент, температуру формования, величину давления и время давления, время теплоизоляции, полость пресс-формы, а также большой опыт и технические улучшения для улучшения качества поверхности и согласованности размеров после формования продукта. Хорошие требования для отдельных размеров, разность зазоров каждой детали сборки соответствует требованиям друг друга.

Связанные Новости

Прессформа Хуаченг для того чтобы стать профессиональным изготовителем составной индустрии прессформы
Контакты Нас
Контакты: Фан Ционглин86-18858635168
Электронная почта:Fql@hc-mould.com
Адрес: Деревня Чатанг, городок Байхэ, округ Тяньтай, город Тайчжоу, провинция Чжэцзяна
Онлайн сообщение